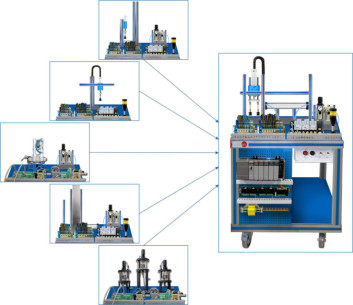
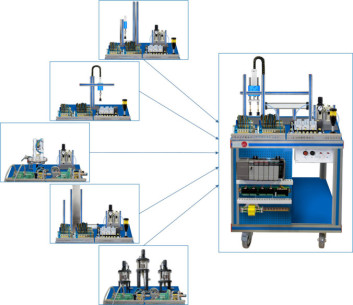
The Ball Selection Workstation, "AE-PLC-SLB", designed by EDIBON, allows the study of ball sorting mechanisms using PLC, pneumatic components, and industrial sensors. It facilitates the understanding of positioning, storage, and sorting processes.
The "AE-PLC-SLB" is a ball selection system commanded by a PLC. The workstation detects balls that arrive to the collect position and, according to the color and material, a cylinder guides the balls to the correct container. The system is equipped with different sensors in order to identify the balls.
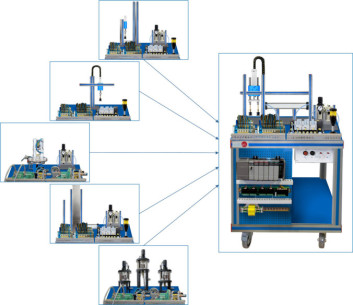
The "AE-PLC-SLB" workstation is designed as a modular system to facilitate the understanding.
The main components are:
- The PLC: is composed of the CPU unit and all additional modules needed to ensure the correct operation of the workstation.
- The Control Panel: with start/stop button, emergency pushbutton, reset button, light indicators to show the current state of the process, etc.
- The Pneumatic Circuit: contains the required solenoid valves, pressure components, filters, and regulators to ensure the proper functioning of the unit.
- The Workstation: is composed of real industrial components used by rotary table systems such as reed sensors, presence sensors, DC motor, inductive sensors, rotary table with 8 positions, etc.
- The "AE-PLC-MR1" is an independent workstation that can work alone and/or in conjunction with other workstations to form a complete Flexible Manufacturing System*.
The list of products of flexible manufacturing systems is available in the "6.-MECHATRONICS, AUTOMATION AND COMPUMECHATRONICS" area.*
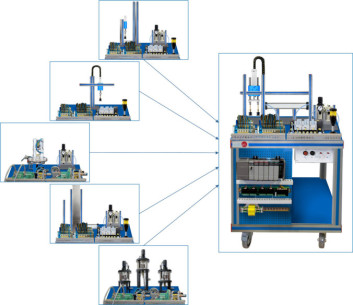
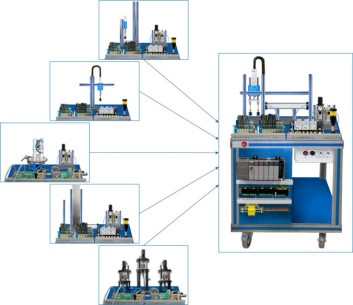
The pneumatic circuit and the workstation are distributed in the following sections:
- Air Treatment System: contains a filter-regulator block with a water trap and shut-off valve to control the air pressure input to the unit. Includes a dual-scale pressure gauge to visualize the pressure level supplied to the unit.
- Parts Feeding Section: contains a sloped ramp for storing the parts. The parts are supplied to the unit one by one through a double-acting cylinder. Each of the two inputs of the double-acting cylinder has an adjustable airflow valve with a bypass to regulate the cylinder speed.
- Parts Verification Section: designed to classify the parts, the four parts with different characteristics will be classified into four storage areas by activating three actuators. The three sorting actuators are double-acting and each has an adjustable airflow valve with a bypass and a pilot-operated check valve to regulate the cylinder speed and block its position in case there is no air input in the double-acting cylinder.
- Parts Sorting Section: designed to classify the parts, the four parts with different characteristics will be classified into four storage areas by activating three actuators. The three sorting actuators are double-acting and each has an adjustable airflow valve with a bypass and a pilot-operated check valve to regulate the cylinder speed and block its position in case there is no air input in the double-acting cylinder.
- Signaling Tower: contains green, yellow, and red LED lights to indicate the system’s status.
- Solenoid Valve Block: it is a distributor block of pneumatic valves with twelve solenoid valves, two of which function as 3/2 monostable solenoid valves, six as 5/2 monostable solenoid valves, and four as 5/2 bistable solenoid valves.
- Electrical Terminal Block: contains all accessible and identified unit signals for manual unit checking. The electrical terminal block has color-coded terminals to help the user identify the type of each signal, and it also contains the name of each signal.
 Cookie preferences
Cookie preferences

 Catalog
Catalog
 Tender Specifications
Tender Specifications