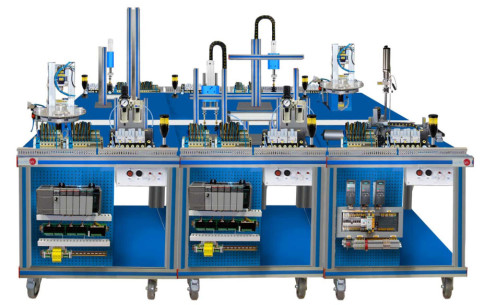
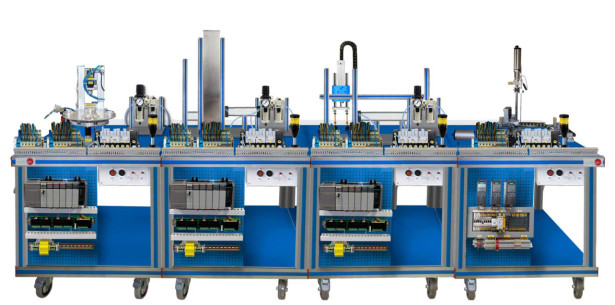
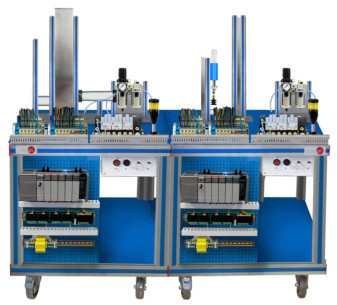
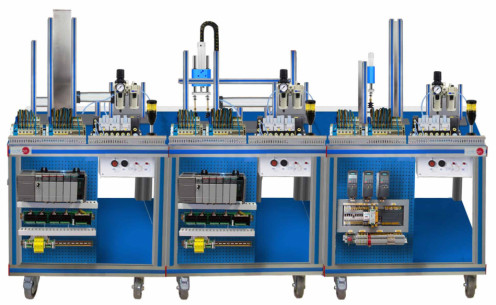
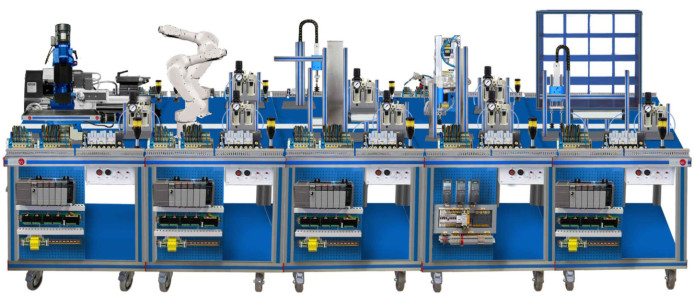
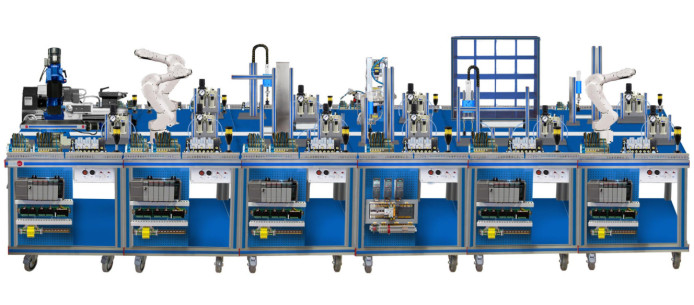
The Flexible Manufacturing System 1, "AE-PLC-FMS1" is a modular system composed of five workstations: the Feeding Workstation for Pieces "AE-PLC-A", the Mounting Workstation "AE-PLC-M", the Automatic Pressing Workstation, "AE-PLC-P", the Rotary Table Workstation 1 "AE-PLC-MR1", the Rotary Table Workstation 2 "AE-PLC-MR2", the Automatic Screw Workstation "AE-PLC-AT", the Robotic Arm Workstation "AE-BR", the Storage Workstation "AE-PLC-AL" and the Linear Transport Workstation "AE-PLC-T".
The objective of the "AE-PLC-FMS1" system is to provide a base piece and mount three different pieces and screws inside it, once the piece is complete, the system storage them in a specific position of the depot.
The process of the "AE-PLC-FMS1" is explained in the following lines:
- First, the feeding system provides the base pieces with the correct dimensions and place them on the linear transport system.
- Then, the mounting workstation provide another piece, and after verify that is correct, mount them inside the base piece placed on the linear transport system.
- The next workstation perform the pressing of the mounted piece in the base piece, this pressing process is performed by a hydraulic cylinder.
- After that, two rotary table workstations provide two pieces of different colors, dimensions and materials to be mounted inside the base piece.
- Then, the automatic screw workstation put four screws in the Base pieces to finish them.
- Before that, the robotic arm workstation perform the automatic screwing of the mounted screws. To perform this task the robotic arm mount an automatic screwing machine.
- Finally, the storage workstation that take the base pieces through an automatic manipulator and place them in the desired place of the storage.
Each workstation is locally commanded by a PLC device and, in turn, a central PLC coordinates all workstations. The communication network between workstations and PC is based on the Ethernet protocol.
The "AE-PLC-FMS1" system design by EDIBON allows the users to learn the basic concepts of automation as the operation of an Ethernet network or how to program a PLC and about other areas as pneumatic, electro-pneumatic, vacuum technology, etc.
The optional "AE-AS" software is design to teach the students how works real automation software. This software allows making 2D and 3D processes simulations, supervising and controlling SCADA systems, programming and communicating PLCs, simulating hydraulic, pneumatic and electronic devices operation, etc.
 Preferensi cookie
Preferensi cookie

 Katalog
Katalog
 Spesifikasi Kontes
Spesifikasi Kontes