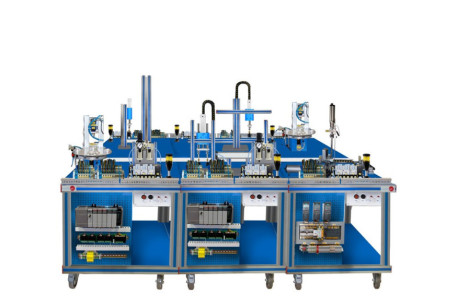
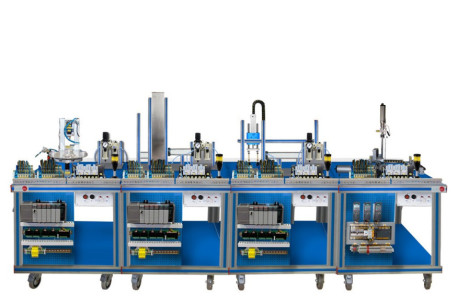
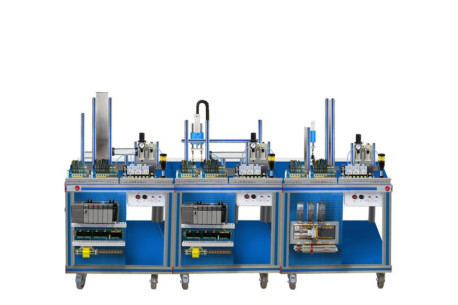
Flexible Manufacturing System for Transport, Classification, Selection, and Pneumatic Handling, "AE-PLC-FMS5," is a highly adaptable and configurable system designed for the study and application of advanced automation principles within the context of Industry 4.0 and Industry 5.0. This equipment integrates key technologies such as automated control, inter-device networking through smart networks, PLC programming of assembly lines, and real-time data analysis, allowing users to explore the capabilities of digitized and connected manufacturing that characterize the Fourth Industrial Revolution and pave the way for the Fifth Industrial Revolution.
It consists of nine interconnected stations that perform specific tasks of distribution, identification, classification, transport, pneumatic handling, automated processing (drilling and polishing study), robotic arm assembly, and vertical storage of parts. Each of these workstations requires its own PLC from the selected brand (PANASONIC, SIEMENS, ALLEN BRADLEY, MITSUBISHI and/or OMRON), allowing users to explore how advanced control and production concepts are applied in an automated manufacturing line. The workflow is coordinated by a central PLC system (from the same brand chosen for the stations) and an Ethernet network, making the "AE-PLC-FMS5" a comprehensive learning resource for those interested in automation engineering and flexible manufacturing.
The included workstations are:
- Parts Distribution Workstation, "AE-PLC-DS": Provides parts of different colors, materials, and heights to the Identification Workstation, "AE-PLC-SIP".
- Classification Workstation, "AE-PLC-CF": Selects parts that meet the required patterns for color, material, and height, while discarding the rest.
- Linear Transport Workstation, "AE-PLC-T": The selected parts are added to this workstation, where valid pieces are positioned and transported to the next workstation.
- First Pneumatic Handling Workstation, "AE-PLC-MAN": One of the pneumatic manipulators takes parts from the Linear Transport Workstation, "AE-PLC-T", and places them in the Rotary Table Workstation: Automated Processing Control (drilling and polishing study), "AE-PLC-MR3" to assemble an auxiliary part within the base piece. The pneumatic manipulator then returns the parts to the linear transport system to continue the process.
- Robotic Arm Workstation, "AE-BR": The robotic arm picks various parts from the Multiple Parts Feeding Workstation, "AE-PLCMA", and assembles them into the base piece located on the Linear Transport Workstation, "AE-PLC-T".
- Vertical Storage Workstation, "AE-PLC-ALV": Completed parts are temporarily stored in this system until required by the operator. The system includes a vertical storage unit and a three-dimensional XYZ manipulator that retrieves parts from the linear transport system and places them in the desired storage position. When a part is needed, the XYZ manipulator picks it up and returns it to the linear transport system.
- Second Pneumatic Handling Workstation, "AE-PLC-MAN": This workstation picks parts from the Linear Transport Workstation, "AE-PLC-T", and places them in the Classification Workstation, "AE-PLC-CF". This workstation separates parts based on the specifications configured by the operator.
The system allows students and instructors to delve into fundamental concepts of industrial automation. Through its use, students acquire practical skills in designing and operating automated systems, gaining a deep understanding of the coordinated work across the various workstations of a real production line. This configurable system has been carefully designed so that each of its workstations performs specific functions that simulate real industrial processes.
The recommended Automation System Simulation Software, "AE-AS," enables the simulation of industrial processes in both 2D and 3D, providing full control and supervision, allowing users to safely experiment with automation software in a protected environment.
 Preferensi cookie
Preferensi cookie

 Katalog
Katalog
 Spesifikasi Kontes
Spesifikasi Kontes